









淺談PVC標簽的異形瓶收縮問題
2010-04-09 08:57 來源:標簽與貼標 責編:Victoria
- 摘要:
- 對于橫向來說,若采用蒸氣工藝變形的幅度較小(一般在0.5mm~1mm左右),若采用電熱工藝,由于烘道內部存在熱量分布不均勻的先天不足,導致標簽收縮過程中的受熱不穩定,相同產品的瓶子和商標收縮后引起圖案的橫向變形差異較大(變形數值一般在1mm~5mm左右),沒有規律性,較難控制。


【CPP114】訊:近年來由于熱收縮標簽的貼體包縛、印刷圖案鮮艷、適于大批量生產等特性,越來越多地被各種產品所使用,特別是PVC標簽受到各大飲料生產廠家的青睞。但由于生產廠家所采用的收縮設備和工藝有較大差異,從而導致收縮效果的差異,這里著重針對異形瓶作一淺談。
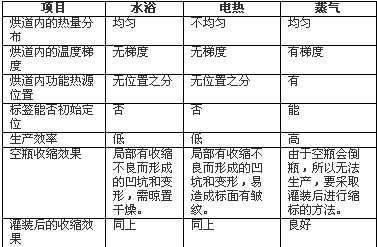
在談及收縮效果之前,我們先把幾種不同的收縮工藝作一比較,見下表。
在談及收縮效果之前,我們先把幾種不同的收縮工藝作一比較,見下表。
從上表可以看出無論是從收縮效果方面,還是從生產效率方面,都體現出了蒸氣工藝的優越性,對于異形瓶收縮至少以下幾點是要注意的:
1.上部小下部大的瓶型
該瓶型較多應用于花生醬、牛奶、果汁等食品行業中,例如上海達能唯爽乳酪飲品瓶、蒙牛大粒果實瓶、徐州天山雪冰乳瓶、北京華邦果汁醋爽瓶等,此類瓶型在進行商標熱收縮時,最佳方案--使用蒸氣工藝。首先收縮底部,而且要使收縮應力達到最大值,以防止受到在上部收縮的過程中所產生的向上的矢量應力的影響,商標產生向上的位移,造成瓶體下部商標覆蓋不上的缺陷;如果采用電熱工藝,由于其熱源不具有位置性,所以其無法按前面所說的先縮下部的工藝方法操作,也就是說不可避免地會漏出下部較多瓶體。在這種工藝條件下要想得到改善,可以從改進瓶體下部的弧度出發,將原來具有的漸變弧面變小,從而形成一個明顯的臺階,以鎖定標簽下部。從標簽的縱向收縮率角度去改善也是一個輔助方法,但不如前一種的改善方法效果好。
2.上部大下部小的瓶型
該瓶型較多使用于杯式的快泡面和冰淇淋等行業中。例如和路雪、雀巢等的冰激凌外包裝盒。該類杯型具有表面較光滑沒有突起等特點,一般都采用空包裝電熱工藝進行商標收縮。由于無法調節熱源位置,所以收縮過程是上部和下部同時進行的,此時會因收縮過程中產生的矢量應力導致標簽下移。通過改變局部杯體的形狀(例如我們可以在上端增加一圈突起的部分,以固定標簽的上端),可以從根本上消除此類現象,也有些廠家采取在標簽背面的上端涂膠的形式來解決, 但不如前一種的解決方法效果好。
3.兩頭大中間小的瓶型
該瓶型較多應用于牛奶、飲料等行業,例如上海達能高鈣特濃奶瓶、蒙牛酸酸乳瓶、北京太子奶乳酸菌奶瓶等,該類瓶型一般采用蒸氣工藝,如果使用電熱工藝難于控制,很難避免標簽向中間移動。在使用蒸氣時也是要遵循下—中—上的順序進行收縮。如果瓶身表面沒有縱向條紋而是光滑面時,為了避免空氣積聚在標簽中間位置散不出去,要在標簽表面打出若干透氣孔。
4.兩頭小中間大的瓶形
該瓶型也多用于飲料行業,例如屈臣氏水瓶等。該類瓶型一般采用蒸氣工藝,按中—下—上的順序收縮,才能保證標簽位置的準確性。
除了上面說過的收縮工藝上的注意事項外,在異型瓶標簽設計,產品縮標生產,用戶收貨驗收等方面還存在以下問題應得到重視。
1.對于異形瓶的標簽在設計時必須把圖案變形的環節考慮進去,我們稱為予變形設計環節,即在電腦里使用3DMAX的軟件對稿件進行三維立體的模擬縮標,使客戶確認模擬后的結果,從而反推得到收縮前的印刷圖案,使標簽圖案設計方案完善合理。由于印刷所用的基材其縱向收縮率會有所差異(一般有2%~3%的誤差),所以收縮后的標簽其圖案的縱向位置也會有所差異,從而導致有輕微變形和位移(一般在0.5mm~2mm左右);對于橫向來說,若采用蒸氣工藝變形的幅度較小(一般在0.5mm~1mm左右),若采用電熱工藝,由于烘道內部存在熱量分布不均勻的先天不足,導致標簽收縮過程中的受熱不穩定,相同產品的瓶子和商標收縮后引起圖案的橫向變形差異較大(變形數值一般在1mm~5mm左右),沒有規律性,較難控制。
2.隨著人們對產品的美學觀點的變化,被認可的瓶體外觀多數為異形的光滑表面,且多以HDPE為材質。收縮后會發生標簽相對于瓶身發生轉動的現象,這是因為HDPE瓶體本身的收縮率與標簽的收縮率不一樣所造成的,受熱時標簽包裹瓶體很緊無法轉動,待冷卻到室溫后,由于瓶體本身收縮導致尺寸減小,而標簽基本上沒有收縮,所以就產生轉動現象。對于一般的非冷凍食品來說,我們可以采用標簽背面上膠的方法來解決,對于冷凍、低溫產品例如酸奶類制品,如果采用涂膠的方法,就會在冷凍、低溫的環境下發生微小皺紋,影響外觀。這個問題如何從根本上解決還有待于有關專業人士做進一步的探討。
【點擊查看更多精彩內容】
相關新聞:
分析國內PVC市場的發展
PVC材料的介紹
妙招巧辨保鮮膜PE與PVC
1.上部小下部大的瓶型
該瓶型較多應用于花生醬、牛奶、果汁等食品行業中,例如上海達能唯爽乳酪飲品瓶、蒙牛大粒果實瓶、徐州天山雪冰乳瓶、北京華邦果汁醋爽瓶等,此類瓶型在進行商標熱收縮時,最佳方案--使用蒸氣工藝。首先收縮底部,而且要使收縮應力達到最大值,以防止受到在上部收縮的過程中所產生的向上的矢量應力的影響,商標產生向上的位移,造成瓶體下部商標覆蓋不上的缺陷;如果采用電熱工藝,由于其熱源不具有位置性,所以其無法按前面所說的先縮下部的工藝方法操作,也就是說不可避免地會漏出下部較多瓶體。在這種工藝條件下要想得到改善,可以從改進瓶體下部的弧度出發,將原來具有的漸變弧面變小,從而形成一個明顯的臺階,以鎖定標簽下部。從標簽的縱向收縮率角度去改善也是一個輔助方法,但不如前一種的改善方法效果好。
2.上部大下部小的瓶型
該瓶型較多使用于杯式的快泡面和冰淇淋等行業中。例如和路雪、雀巢等的冰激凌外包裝盒。該類杯型具有表面較光滑沒有突起等特點,一般都采用空包裝電熱工藝進行商標收縮。由于無法調節熱源位置,所以收縮過程是上部和下部同時進行的,此時會因收縮過程中產生的矢量應力導致標簽下移。通過改變局部杯體的形狀(例如我們可以在上端增加一圈突起的部分,以固定標簽的上端),可以從根本上消除此類現象,也有些廠家采取在標簽背面的上端涂膠的形式來解決, 但不如前一種的解決方法效果好。
3.兩頭大中間小的瓶型
該瓶型較多應用于牛奶、飲料等行業,例如上海達能高鈣特濃奶瓶、蒙牛酸酸乳瓶、北京太子奶乳酸菌奶瓶等,該類瓶型一般采用蒸氣工藝,如果使用電熱工藝難于控制,很難避免標簽向中間移動。在使用蒸氣時也是要遵循下—中—上的順序進行收縮。如果瓶身表面沒有縱向條紋而是光滑面時,為了避免空氣積聚在標簽中間位置散不出去,要在標簽表面打出若干透氣孔。
4.兩頭小中間大的瓶形
該瓶型也多用于飲料行業,例如屈臣氏水瓶等。該類瓶型一般采用蒸氣工藝,按中—下—上的順序收縮,才能保證標簽位置的準確性。
除了上面說過的收縮工藝上的注意事項外,在異型瓶標簽設計,產品縮標生產,用戶收貨驗收等方面還存在以下問題應得到重視。
1.對于異形瓶的標簽在設計時必須把圖案變形的環節考慮進去,我們稱為予變形設計環節,即在電腦里使用3DMAX的軟件對稿件進行三維立體的模擬縮標,使客戶確認模擬后的結果,從而反推得到收縮前的印刷圖案,使標簽圖案設計方案完善合理。由于印刷所用的基材其縱向收縮率會有所差異(一般有2%~3%的誤差),所以收縮后的標簽其圖案的縱向位置也會有所差異,從而導致有輕微變形和位移(一般在0.5mm~2mm左右);對于橫向來說,若采用蒸氣工藝變形的幅度較小(一般在0.5mm~1mm左右),若采用電熱工藝,由于烘道內部存在熱量分布不均勻的先天不足,導致標簽收縮過程中的受熱不穩定,相同產品的瓶子和商標收縮后引起圖案的橫向變形差異較大(變形數值一般在1mm~5mm左右),沒有規律性,較難控制。
2.隨著人們對產品的美學觀點的變化,被認可的瓶體外觀多數為異形的光滑表面,且多以HDPE為材質。收縮后會發生標簽相對于瓶身發生轉動的現象,這是因為HDPE瓶體本身的收縮率與標簽的收縮率不一樣所造成的,受熱時標簽包裹瓶體很緊無法轉動,待冷卻到室溫后,由于瓶體本身收縮導致尺寸減小,而標簽基本上沒有收縮,所以就產生轉動現象。對于一般的非冷凍食品來說,我們可以采用標簽背面上膠的方法來解決,對于冷凍、低溫產品例如酸奶類制品,如果采用涂膠的方法,就會在冷凍、低溫的環境下發生微小皺紋,影響外觀。這個問題如何從根本上解決還有待于有關專業人士做進一步的探討。
【點擊查看更多精彩內容】
相關新聞:
分析國內PVC市場的發展
PVC材料的介紹
妙招巧辨保鮮膜PE與PVC


 【我要印】印刷廠與需方印務對接,海量印刷訂單供您任意選擇。
【我要印】印刷廠與需方印務對接,海量印刷訂單供您任意選擇。 【cpp114】印刷機械、零配件供求信息對接,讓客戶方便找到您。
【cpp114】印刷機械、零配件供求信息對接,讓客戶方便找到您。- 【我的耗材】采購低于市場價5%-20%的印刷耗材,為您節省成本。
- 【印東印西】全國領先的印刷品網上采購商城,讓印刷不花錢。





- 關于我們|聯系方式|誠聘英才|幫助中心|意見反饋|版權聲明|媒體秀|渠道代理
- 滬ICP備18018458號-3法律支持:上海市富蘭德林律師事務所
- Copyright © 2019上海印搜文化傳媒股份有限公司 電話:18816622098





 主站蜘蛛池模板:
海安县|
华阴市|
神农架林区|
广南县|
玛纳斯县|
凉山|
桦川县|
松潘县|
牙克石市|
昭平县|
上犹县|
偃师市|
博罗县|
宣汉县|
云浮市|
兴城市|
大方县|
土默特右旗|
鄱阳县|
恭城|
闽清县|
息烽县|
武功县|
土默特左旗|
新疆|
诏安县|
南江县|
祁阳县|
霞浦县|
阳泉市|
常州市|
如皋市|
洱源县|
庆云县|
双江|
高州市|
旬邑县|
扎囊县|
犍为县|
格尔木市|
安康市|
主站蜘蛛池模板:
海安县|
华阴市|
神农架林区|
广南县|
玛纳斯县|
凉山|
桦川县|
松潘县|
牙克石市|
昭平县|
上犹县|
偃师市|
博罗县|
宣汉县|
云浮市|
兴城市|
大方县|
土默特右旗|
鄱阳县|
恭城|
闽清县|
息烽县|
武功县|
土默特左旗|
新疆|
诏安县|
南江县|
祁阳县|
霞浦县|
阳泉市|
常州市|
如皋市|
洱源县|
庆云县|
双江|
高州市|
旬邑县|
扎囊县|
犍为县|
格尔木市|
安康市|